实力厂家
计量检测设备
生产经验丰富
实力雄厚
生产设备先进
团队技术成熟
型号齐全
产品型号齐全
专业指导选型
安心售后
服务完善
24小时售后在线
Product 产品中心
计量检测设备专业制造商

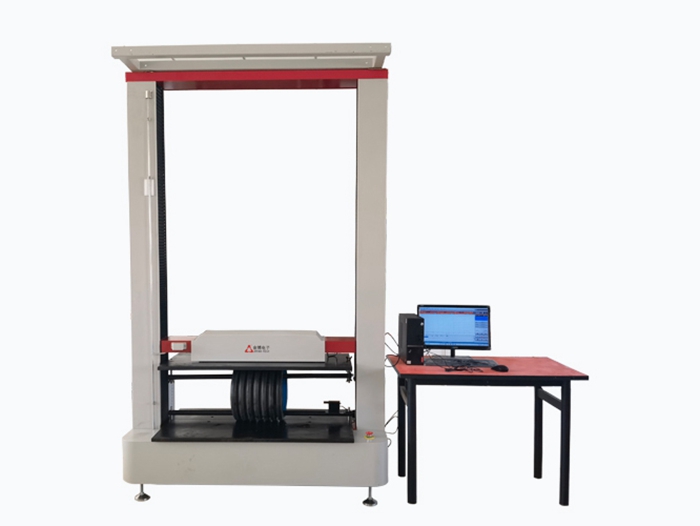
管材静液压试验机
JXGY-10静液压爆破试验机适用于各种流体输送用塑料管材进行管材液压瞬时爆破和长期恒定耐压下热塑性管材耐破坏时间的测定。 静液压试验机采用嵌入式PC机(以下简称PC机)中央集群控制。每一路为一个模块, 每个模块设有一个微电脑,用来接收嵌入式PC机控制指令,实现控制,同时通过串行总线不断的把控制信息反馈给PC机,由PC机完成试验数据的采集和存储功能。其具有管材破裂识别、实时监控、来电数据恢复、打印、存储试验结果、试样预处理设置等功能。

产品技术成熟
遵照国家标准、根据市场需求,得到用户的广泛认可与赞誉
公司经营理念
以顾客需求为主导,通过提供高品质的服务,为客户创造应有的价值


产品应用广泛
产品广泛应用于轻工、建材、冶金行业,质检机构、实验教学等领域
质量为根 诚信为本
优良的产品、优良的售后服务,打造企业品牌



ABOUT US 公司简介
公司是计量检测设备的专业制造商
关于我们
承德金博电子有限公司成立于2013年,位于承德市高新区上板城电子工业园区。公司人才储备完善,,其中技术人员占比超过30%,拥有办公面积500㎡,生产研发面积1000㎡。 公司是“国家高新技术企业”、“国家科技型中小企业”、“河北省科技型中小企业”,获得IS09001质量管理体系认证和商标注册证书。公司致力于技术研发、科技创新,先后取得多项产品的专利证书和软件著作权。 公司是非金属材料试验机、塑料管道系统性能检测设备的专业制造商。公司现已发展成为集研发、生产、销售服务于一体的高科技企业,为工矿企业 ...
NEWS 新闻中心
了解更多行业资讯动态
仪器校准对于测试有什么重要意义?
什么是仪器校准? 有些人会数值相同的两台仪器(如示波器和万用表)认为是“已校准”的,不过这种做法也有问题,多多少少有些不科学,这就像让一个会计审计他自己的账本。如果用这种方法校准,有三种明显的情况是无法解释的:第一,如果一台仪器是对的,而另一台仪器是错的,那么是谁的错。第二,如果这两种仪器的错误方向相反,工程师怎么能判断哪一种有问题?如果两个仪器以同样的方式出现故障,在工程师不知道的情况之下,结果会是错误的。一个仪器如果没有一个真正可追溯的内部标准,就不能说是正确的。
27
2024-08
熔体流动速率仪
熔体流动速率仪主要用于测量热塑性塑料在一定温度和负荷下,熔体每 10 分钟通过标准口模的质量,其用处包括: 1. 质量控制:帮助塑料生产企业监控原材料和产品的质量稳定性,确保产品符合特定的标准和规格。 2. 材料性能评估:通过测量熔体流动速率,可以了解塑料的流动性、加工性能等,为材料的选择和配方设计提供依据。 3. 工艺优化:在塑料加工过程中,如注塑、挤出等,可根据熔体流动速率的结果调整工艺参数,以获得更好的加工效果和产品质量。 4. 研发工作:对于新材料的研发,熔体流动速率是评估其性能和适用性的重要指标之一,有助于确定材料的潜在应用领域和改进方向。 5. 贸易和检测:在塑料贸易中,作为检验产品是否符合合同要求的重要手段,以及第三方检测机构对塑料产品进行检测和认证的常用设备
27
2024-08
教你如何抽/送检管材,鉴定产品质量维护合法权益
诸位朋友,大家好,今天我们迎来了一年一度的315国际消费者权益保护日。今日的焦点议题无疑是对产品质量的深度探讨与审视。随着城市化进程的加速发展,塑料管材在建筑工程中的应用日益广泛,其品质优劣直接关乎公众生活的安宁与安全,管道管材质量涉及公众安全。 尤其是今年3月13日在河北燕郊镇发生的燃气管道爆炸事故,更是给市政管道敲响了一记警钟,因此,如何确保管材质量,对于维护消费者权益保障是非常关键、特别迫切的
04
2024-07
耐热聚乙烯(PE-RT)阀门等5项国家标准已于3月15日发布!
耐热聚乙烯(PE-RT)阀门等5项国家标准已于3月15日发布!
04
2024-07
 电话
电话
 邮箱
邮箱
 微信
微信

























 冀公网安备 13080502000095号
冀公网安备 13080502000095号

